호스트 부분
(5) 랙은 16 # 고품질 스틸 플레이트 구조를 채택합니다
1) 견인 장비 :
(1) 구조적 유형 : 활동적 견인 수동적 압축 형태
(2) 견인 토대는 주조 구조 (1개 세트)을 채택합니다
(3) 견인 롤러는 고무 롤러 (상술을 채택합니다 : 4는 φ 리티-프아이브 × 1150 밀리미터를 연결합니다))
(4) 압축 방법은 실린더 제어를 채택합니다
(5) 전송 가이드 롤러는 알루미늄 가이드 롤러 (상술을 채택합니다 : 3는 φ 70 × 1150 밀리미터를 연결합니다))
(6) 전송 가이드 롤러는 조정을 위해 위 아래로 팽팽하게 될 수 있습니다
(7) 모터는 1.5KW (1개 세트)의 3상 비동기 변수 주파수 모터를 채택합니다
(8) 주파수 변환기는 1.5 kw 게에텍 (1 유닛)을 채택합니다
(9) 공급은 컨베이어 벨트에 의해 제어됩니다
(10) 전체 공급 장치는 지적으로 변위 센서에 의해 제어됩니다.
2) 공급 장치 :
1. 활발히 서보 제어 배치 방법을 채택하세요
2.4.4 kw 인비턴 서보 모터, 운전자 (1개 세트)
3. 전체 산업용 제어 시스템은 디지털 산업용 제어 시스템 구동 방법을 채택합니다 : 메인 모터는 활동적 롤러 위치설정을 운전합니다
4. 전송은 동기 전동 벨트와 동시에 일어나는 휠 트랜스미션 메커니즘을 채택합니다
5. 피딩 롤러는 상부 및 하부 매끄러운 충돌 로울러 구조를 채택합니다.
3) 절단 장치 :
(1) 가공 방법 : 낮은 나이프 고정된, 윗날 활동적 절단
(2) 커터배드는 캐스트 무거운 구조를 채택합니다 :
(3) 선형 가이드 레일 (2 쌍)
(4) 오일 용기 (2개 부분)
윤활유는 재활용될 수 있습니다
(5) 상부 및 하부 나이프는 스트립 나이프와 수입된 반진정강 나이프 (2 쌍)로 만들어집니다
(6) (상술 두께 × 넓은 × 길이를 도구화하세요 : 15 × 80 × 1150 밀리미터)
(7) 길이 절단 둥근칼은 고품질 스틸 (2 쌍)로 만들어집니다
(8) 시공 방법 : 손으로 공구 위치를 조정하세요
(9) 주 변속기 방식 : 메인 모터 전송은 편심 휠 연계를 운전하기 위해 기어박스와 일치되고 연결봉이 절단 공구를 이동하기 위해 보답합니다
(10) 메인 모터는 상하이 (1.5kw)에서 변하기 쉬운 주파수 속도 모터 제어를 채택합니다
(11) 주파수 변환기는 게에텍 (1.5kw 1 유닛)을 채택합니다
(12) 전송은 동시에 일어나는 휠 트랜스미션 메커니즘을 채택합니다
(13) 편심 휠 (2개 세트)
(14) 연결봉 (2개 부분)
플랫폼을 받는 재료는 컨베이어 벨트의 자동 공급 기능을 채택합니다 ;
(1) 완료 시트의 숫자는 파나소닉 PLC에 의해 제어되고 시트의 세트 수가 자동적으로 소팅 영역에 보내집니다. 쉽게 작동하기 위해 그것을 하고 라보르-세이빙, 기계는 자동적으로 정상적으로 운영합니다
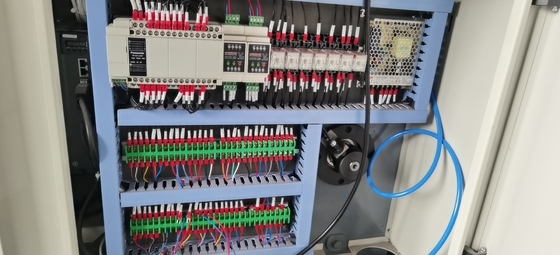
3. 전기 제어 일부 : (제어와 호스트가 평행하게 연결되었습니다) 전체 기계는 파나소닉 PLC 산업용 제어 시스템을 도입하고 터치 스크린이 대만 베유춘에 의해 제어됩니다
(1) 이 기계의 제어 시스템은 대략 호스트 제어로 분할될 수 있습니다.
(2) 호스트 제어 : 메인 모터 제어, 유도 제어, 섭식 조절과 절단 조작을 포함하여.
(3) 계산하기 위한 전자 계량기 반대를 갖춥니다 ; 알람 정지 ; 자동 고정 길이가 외부 기능을 가리키고 가리킵니다.
(4) 위에서 말한 전기 부품은 크힌트에서 선택됩니다 ; 스위치는 쉐나이더 브랜드에서 선택했습니다
4. 지지하는 시설 : (책임이 있는 사용자)
(1) 전원 : 3상 4선 기중 차단기 : 전압 380V/50Hz
물질 배출 래크 장치 ;



 Korean
Korean